Теория, обмер, Т.У.
Коленчатый вал — это деталь кривошипно-шатунного механизма, которая предназначена для преобразования возвратно-поступательных движений поршня во вращательное движение вала.

Коленчатый вал состоит из:
Обмер коленчатого вала выполняется в два этапа:
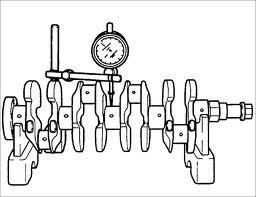
Этап 1: проверка коленчатого вала на изгиб оси коренных шеек: Коленчатый вал укладывается на призмы. С помощью стрелочного индикатора, установленного на стойке, проверяем изгиб оси коленчатого вала, как правило сперва по центральной шейке, вращая коленчатый вал. Изгиб не должен превышать:
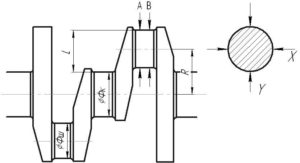
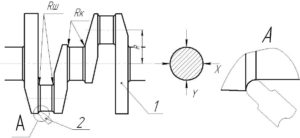
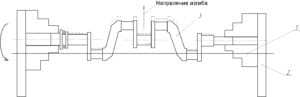
Этап 2: микрометром измеряют, поочередно, диаметры коренных и шатунных шеек, как показано на рисунке ниже, а радиусы галтелей коренных (Rк) и шатунных (Rш) шеек измеряют шаблоном-радиусомером, а также измерительным инструментом (рейсмас или ШЦ-150) определяется радиус кривошипа (R), смотри следующий рисунок. Радиус кривошипа можно рассчитать по формуле: R= {(Фш-Фк):2}+L; где:
R — радиус кривошипа;
Фш — диаметр шатунной шейки;
Фк — диаметр коренной шейки;
L — расстояние от поверхности коренной шейки к поверхности шатунной шейки;
После визуального осмотра и измерения основных геометрических параметров коленчатого вала проводят операцию «магнитная дефектоскопия» или дефектоскопия цветными пенетрантами, с целью выявления микротрещин, сколов.
«Магнитная дефектоскопия» выполняется на магнитоскопе CD15. Дефектоскопия цветными пенетрантами с использованием красного пенетранта, очистителя-смывки и проявителя. Перед магнитной дефектоскопией необходимо очистить от грязи и других отложений, а также обезжирить поверхности коленчатого вала. Провести предварительную механическую обработку, например шлифовать, как чисто, остатки «приварившихся» подшипников скольжения с опор коленчатого вала, что бы получить чистую поверхность шейки.
При использовании пенетрантов необходимо (при наличии приварившихся частей вкладышей их необходимо сошлифовать):
На поверхности окрашенной проявителем визуально проникшим красителем вырисуется дефект.
Шероховатость поверхности шеек коленчатого вала должна быть не ниже Ra 0,2 мкм (по старой классификации не ниже 9 класса). То же самое касается опорной поверхности подшипника осевого разбега.
Рихтовка коленчатого вала
Коленчатые валы рихтуют вынужденно, по «бедности». Чугунные коленчатые валы вообще — не рихтуют! Стальные коленчатые валы рихтуют с осторожностью с последующей проверкой на трещины по шейкам и по галтелям.
Правильный ремонт — это переход в следующий ремонтный размер без рихтования!
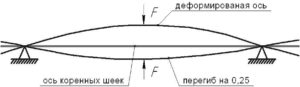
Существует несколько видов рихтовки, а именно, приложение усилия, перпендикулярно оси, растягивая или сжимая деформированные участки коленчатого вала.
Рихтуют коленчатые валы выдержав радиальное биение относительно коренных шеек, шеек переднего и заднего сальника, шейки под привод ГРМ и относительно места под маховик — в пределах 0,08-0,1 мм. Устранение кривизны оси коленчатого вала выполняется с помощью гидравлического пресса станка AZ СР 150. Но следует помнить, что выправленные в холодном виде коленчатые валы имеют свойства в процессе своей работы опять изгибаться, и потому перед рихтовкой коленчатый вал необходимо нагреть до температуры 100…125 ºС (при такой температуре молекулы железа и углерода не меняют своей структуры). При правке оси коленчатого вала выполняют перегиб, в сторону, противоположную изгибу, а потом возвращают ось в допуск по радиальному биению до 0,1 мм. Коленчатые валы рихтуют, когда размеры шеек в следствии прогиба выходят за пределы ремонтных размеров коленчатого вала, и валы не нагруженные, то есть ДВС без турбонаддува.
После рихтовочной операции коленчатый вал также необходимо исследовать на наличие микротрещин в районе выхода масляных каналов, на галтелях, на поверхностях шеек которые могли образоваться в процессе рихтовки. Для этого применяют магнитоскоп или технологию с применением цветных пенетрантов.
Шлифование коленчатых валов
Износ шатунных шеек по окружности не равномерный. Тело шейка изнашивается больше со стороны, обращенной к оси коленчатого вала.
На шатунную шейку действует сила, возникающая в результате давления газов и передаваемая через шатун на шейку, а также центробежная сила инерции от массы шатуна — поршня, отнесенной к вращающимся частям. В результате действия этих сил шейка нагружается и изнашивается больше со стороны, обращенной к оси вращения коленчатого вала.
Изношенные шейки исправляют операцией «шлифование шатунных и коренных шеек» на специальных кругло-шлифовальных станках марки «AMC SCHOU» К-1500 (Lвала= 1500мм), К-1200 (Lвала= 1200мм) и CG 360-3300 (Lвала= 3300мм)оснащенных специально для шлифовки шатунных шеек — центросместителями для уравновешивания коленчатого вала. Для уменьшения нарушения параллельности осей коренных и шатунных шеек, коленчатые валы шлифуют, начиная с шатунных шеек, при этом строго выдерживается (не меняется при переходе на следующую группу шатунных шеек) радиус кривошипа.
Шлифование шатунных шеек отличается от шлифования коренных тем, что число оборотов вала подбирают в зависимости от его длины и веса. Это вызвано тем, что при вращении коленчатый вал, смещенный от оси вращения на расстояние, равное радиусу кривошипа, прогибается в сторону, противоположную оси вращения. На станках «AMC SCHOU» К1500 и К1200 при установке перед шлифовкой шатунных шеек, коленчатый вал уравновешивается противовесами станка и контролируется манометром гидравлического привода передней бабки станка. На станке фирмы AZ модели CG360-3300 контроль осуществляется электрическим прибором. Усилие поджима задней бабки регулируется гидравликой и контролируется стойкой с индикатором, что сводит к минимуму величину прогиба коленчатого вала от прижима задней бабкой. Длинные валы шлифуются обязательно с применением люнетов.
При шлифовании коленчатых валов необходимо выполнить такие Технические Требования:
При изгибе оси коленчатого вала от 0,08 до 0,40 мм шейки шлифуют в следующие ремонтные размеры 0,25 мм; 0,50 мм; 0,75 мм; 1,0 мм; (При наличии ремонтных размеров. В противном случае меняется коленчатый вал на новый).
После шлифовки шеек коленчатого вала, коленчатый вал диагностируется на величину дисбаланса. При обнаружении превышения норм дисбаланса проводится операция «Балансировка коленчатого вала» на специальном оборудовании.
Балансировка коленчатых валов
После механической обработки коленчатый вал может изменить установленные допуски балансировки, и потому следующей обязательной операцией является балансировка.
Необходимо сначала провести балансировку самого коленчатого вала. После чего, устанавливая детали на вал поочередно, шкив маховик, корзину сцепления, провести их балансировку в сборе на коленчатом валу.
Маховики и муфты с проведенной балансировкой отдельно, на заводах-изготовителях, требуют балансировки на коленчатом валу только в случае, если при шлифовании коренных шеек была смещена их ось вращения.
Балансировка может быть использована тогда, когда требуется замена, например, маховика, балансированного на заводе изготовителе в сборе с коленчатым валом, а также в случаях, когда из-за неквалифицированной разборки не представляется возможным найти правильное взаимное положение снятого маховика и вала, ранее уже отбалансированных в сборе.
Наибольшую сложность представляет собой динамическая балансировка коленчатых валов V-образных двигателей, а также рядных двух-, трех- и пяти- цилиндровых ДВС. Валы этих двигателей не имеют средней плоскости симметрии, а у некоторых из них (например у двухцилиндровых) центр масс вообще не лежит на оси вращения. Такие валы динамически балансируются только со специальными компенсационными грузами на шатунных шейках, имитирующими приведенную массу (в процентном выражении) нижних головок шатунов и величину массы поршня с пальцем.
Балансировка проводится на специальном станке НС-500 с точностью до 1 г·см. Коленчатый вал устанавливается на призмы, независимые друг от друга, которые соединяются тягой с электронным блоком. С помощью электродвигателя, установленный в призмы, коленчатый вал раскручивается до определенных оборотов, динамика вращения считывается и анализируется компьютером.
Компьютер, в который заносится диаметр сверла и его угол заточки, анализирует данные и осуществляет контроль за количеством съема металла. При балансировании коленчатых валов специально подготовленных для соревнований, компьютер покажет и место где надо нарастить вес участка вала.
Балансировка — это неотъемлемая условие механической обработки коленчатых валов. Благодаря качественно выполненной балансировке улучшаются технико-технические характеристики ДВС:
Балансировка является заключительной операцией технологического процесса механической обработки коленчатого вала, после которой снятие материала с тела вала — не допускается!
Смотрите также: