Теория, обмер шатунов, Т.У.
Шатун — деталь кривошипно-шатунного механизма двигателя внутреннего сгорания, соединяющая поршень, совершающий возвратно-поступательное движение, с коленчатым валом (или кривошипом), совершающим вращательное движение.
В зависимости от типа двигателя и расположения цилиндров шатуны можно разделить на три группы:
Шатун состоит из верхней поршневой головки, стержня и нижней кривошипной головки. В поршневую головку запрессовывается бронзовая втулка, которая исполняет роль подшипника поршневого пальца. Масло к подшипнику подводится под давлением по каналу в стержне шатуна или разбрызгиванием через отверстия в верхней головке шатуна.
Основные типовые повреждения и неисправности шатунов:
Ремонт шатуна, это сложная технологическая цепочка, которая требует точного измерительного и станочного оборудования.
Перед ремонтом шатуна необходимо произвести измерения его основных геометрических характеристик. Проверка шатунов начинается с их мойки и сушки.
Далее крышки нижних головок шатунов затягиваются соответствующим моментом, рекомендованным заводом-изготовителем. При отсутствии данных можно ориентироваться на следующие практические рекомендации:
Отверстие нижней головки измеряется нутромером с точностью до 0,004 мм. Эллипсность (овальность) отверстия не должна превышать 0,02 мм.
Если отверстие нижней головки шатуна изношено, то необходимо определить износ, сравнив размер изношенного отверстия с неизношенным или справочными данными. Измеряя отверстие, следует помнить, что обычно износ больше у краев отверстия. Величина износа является исходной величиной при ремонте.
Деформация шатуна наиболее просто определяется на поверочной плите или с помощью лекальной линейки.
Приборы, определяющие деформацию шатунов, измеряют непараллельность осей отверстий верхней и нижней головок. Точность измерения — 0,005…0,010 мм на 100 мм длины.

Исправление кривизны оси шатунов
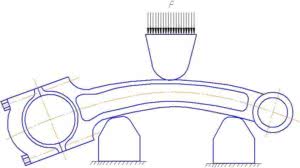
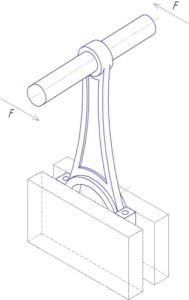
Во время работы двигателя, под действием сил, появляются такие дефекты как деформация осей шатуна. При ремонте изогнутых шатунов необходимо обеспечить параллельность отверстий верхней и нижней головок. Основным способом устранения деформации, является правка.
Незначительно деформированные шатуны правят в холодном виде на специальном приспособлении. При больших искривлениях осей применяют местный нагрев стержня шатуна открытым огнем до температуры 450 ⁰С, а потом осуществляют правку. Скручивание устраняю с помощью рычагов.
Правка шатуна разделяется на виды:

После проведения правочных работ, для уменьшения остаточных напряжений, шатун необходимо термообработать при температуре 180-200⁰С с выдержкой 3-4 часа с печи.
Механическая обработка шатунов
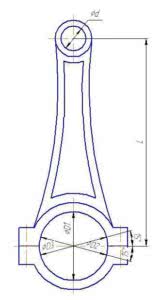
При поступлении неисправного шатуна на восстановление, необходимо провести измерения. Измеряют искривление осей шатуна, межцентровое расстояние между верхней и нижней головкой, внутренний диаметр нижней и верхней головки шатуна. Измерения проводят, как показано на рисунке
Нижняя головка шатуна обрабатывается в сборе с бугелем. Бугель шатуна обжимается болтами (гайками) с моментам зажима согласно данным производителя. При разборке, контроле и сборке шатун и бугель следует сохранять в комплекте. Бугель центрируют по шлифованным поверхностям шатунных болтов.
После обмера нижней головки, занижают поверхность разъема бугеля в пределах 0,15-0,2 мм, затем, растачивают отверстие, оставляя припуск на хонинговку. Диаметр под вкладыш восстановленный на 70% площади поверхности — считается пригодным к эксплуатации.
В верхней головке шатуна выполняют замену втулки, которая служит подшипником скольжения для поршневого пальца. Выпрессовка старой бронзовой втулки осуществляется на прессе с использованием ступенчатой оправки и кольца внутренним диаметром больше наружного диаметра втулки.
Новая втулка, имеющая натяг по наружному диаметру 0,06-0,08 мм, устанавливается в отверстие верхней головки шатуна с использованием жидкого азота. Далее установленная втулка прошивается гладкой прошивкой и растачивается на расточном станке с учетом припуска на хонинговку 0,03-0,05 мм.
Конечной (финишной) операцией механичной обработки шатунов является хонинговка верхней и нижней головок шатуна на специальном хонинговальном станке Sunnen LBB 1660. Обработка на данном станке позволяет обработать внутренние поверхности с точностью согласно требований завода производителя.
Механическая обработка завершена. Производится контроль выполненных размеров. Данные вносятся в технологическую карту.
Смотрите также: