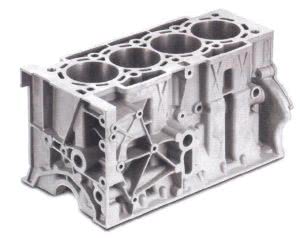
Блок цилиндров (БЦ) — это основная деталь двигателя внутреннего сгорания, которая объединяет между собой цилиндры двигателя в единую деталь, изготавливается литьем с последующей механической обработкой
Опорная поверхность коленчатого вала БЦ («постель» коленчатого вала блока цилиндров) служит для монтажа вкладышей и коленчатого вала с сохранением требуемого масленого зазора.
Опорная нижняя плоскость блока цилиндров служит для установки поддона картера.
Опорная верхняя плоскость БЦ служит для установки головки блока цилиндров.
Цилиндры блока цилиндров служат для превращения возвратно-поступательного движения поршней и выполнения работы по передаче энергии взрыва топливно-воздушной смеси в камере сгорания, через шатуны во вращательное движение коленчатого вала.
Цилиндры БЦ могут быть цельнолитыми — «сухая гильза», где охлаждающая жидкость на прямую не контактирует со стенкой гильзы, или вставными — «мокрая гильза», где охлаждающая жидкость на прямую контактирует со стенкой гильзы.

Вокруг цилиндров БЦ расположены полости для циркуляции охлаждающей жидкости (тосол, антифриз) системы охлаждения — «водяная рубашка» блока цилиндров. Также в БЦ расположены масленые каналы, по которым в места смазки под давлением, создаваемым масленым насосом, подается моторное масло, обеспечивающее нормальную работу трущихся пар подшипников скольжения всего двигателя внутреннего сгорания.

БЦ изготавливают из чугуна или алюминиевого сплава. Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал относительно недорог, обладает высокой прочностью, износостойкостью, жесткостью, имеет хорошие литейные качества. Существенными недостатками чугуна являются его большой удельный вес и низкая теплопроводность.
Алюминиевые сплавы — это лёгкий (малый удельный вес) конструкционный материал, корозиционно устойчив, имеет хорошую обрабатываемость. По сравнению с чугуном, имеет в 3 раза выше коэффициент теплопроводности, в результате двигатель внутреннего сгорания нагревается быстрее и равномернее. Совокупность этих факторов дает возможность повышать КПД и экономичность двигателей внутреннего сгорания.
Алюминиевый сплав значительно уступает чугуну в жесткости и износостойкости. По этому блок цилиндров из алюминиевого сплава должен иметь особые конструктивные элементы повышающие его жесткость, а в качестве цилиндров обычно служат чугунные гильзы, которые заливаются в алюминиевый блок в процессе его изготовления. Цилиндры блоков из алюминиевых сплавов имеют так же современные покрытия. Поверхность цилиндров, из алюминиевого сплава, насыщают поверхностный слой кристаллами карбида кремния (Материал — алюсил, силумал), эта технологическая новинка имеет свою технологию перехода в ремонтный размер. Цилиндры из такого материала ремонтно пригодны. Также на цилиндры из алюминиевого сплава, наносят другими различными технологиями, износостойкие покрытия, которые имеют небольшую толщину слоя и в связи с этим не поддаются ремонту. Такие цилиндры имеют сложную схему ремонта при наличии конструктивных возможностей, а именно наличие достаточного расстояния между цилиндрами для установки гильз из чугуна.
В процессе работы, цилиндры БЦ подвергаются износу.
Износ цилиндров БЦ является следствием комплексного воздействия на стенки многочисленных физических, химических и других быстротекущих процессов, которые по характеру проявления разделяются на три основных вида износа:
Изношенные детали двигателя внутреннего сгорания подлежат замене или ремонту. Ремонт с последующей механической обработкой, которая включает в себя: расточка цилиндров под хонинговальную операцию, расточка цилиндров под установку гильз цилиндров БЦ ( стандартных или нестандартных гильз), хонингование цилиндров БЦ, механическую обработку плоскости БЦ.
Расточка цилиндров БЦ под установку гильз.
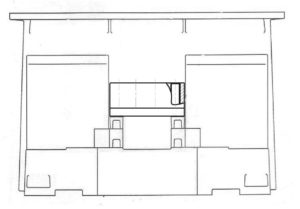
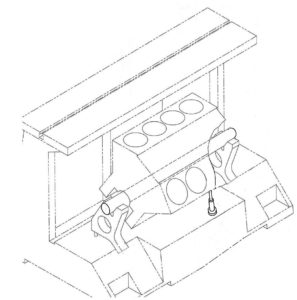
Расточка цилиндров выполняется на расточных станках COMEC, производство Италия.
При расточке гильз цилиндров есть два способа базирования блока цилиндров:
Подготовка посадочного места гильзы цилиндра под под установку гильзы выполняется в зависимости от способа установки гильзы (см.пункт 3). Шероховатость поверхности цилиндров после расточки Ra=0,63мкм (шероховатость поверхности шлифовальной операции), обеспечивается специальными сменными режущими пластинами с радиусом при вершине 0,80мм;
Установка гильз цилиндров.
Выполняется установка чугунных гильз цилиндров, как стандартных, так и не стандартных установочных размеров в блоки цилиндров которые выполнены, как из алюминиевого сплава, так и из чугуна.
Используется 3 метода установки гильз цилиндров:
Установка гильз цилиндров в БЦ выполняется посредством охлаждения гильзы цилиндра в емкости с жидким азотом до температуры -180°С и нагрева БЦ до температуры 100…120°С. Для обеcпечения надежности установки гильзы разность температур между БЦ и гильзой должна составлять около 200°С. В результате охлаждения гильзы цилиндра диаметр уменьшается примерно на 0.1мм, а установочное отверстие гильзы, в результате нагрева, увеличивается до 0,25мм, в результате чего, при установке гильз образуется зазор в 0,35мм, что позволяет без усилий установить гильзу цилиндров в в заранее подготовленное посадочное место БЦ

Расточка цилиндров БЦ под хонингование.
Расточка цилиндров выполняется с припуском под хонингование 0.08…0.10мм, этого припуска достаточно для удаления деформированного поверхностного слоя материала гильзы с неравномерной твердостью, сформированного при расточной операции, а также исправления погрешностей формы цилиндров.
Хонингование цилиндров БЦ.
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра осуществляется посредством хонингования на оборудовании фирмы COMEC производства Италия.
Хонингование цилиндров БЦ — это финишная обработка резанием, которая осуществляется алмазными брусками, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании совмещаются вращательное и возвратно-поступательное движения инструмента, благодаря чему создается характерная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
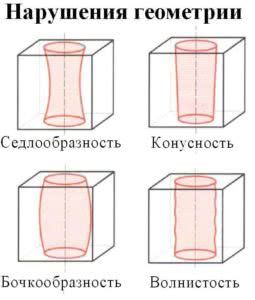
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм.
Шероховатость поверхности после хонингования выдерживается строго от вида топлива:
Шероховатость можно измерять с помощью специального инструмента — профилографа, которые помимо значений шероховатости Rz, Ra дает возможность посмотреть и напечатать диаграмму шероховатости поверхностей дефектуемого цилиндра. Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки. Угол хонинговальной сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей ДВС (Kolbenschmidt, Mahle) Мы выдерживаем и параметры угла задаваемые Заказчиками. Проверка угла осуществляется при помощи пленки-трафарета для измерения угла хонингования.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Подведем итог.
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
Механическая обработка плоскости БЦ.
Механическая обработка плоскости БЦ выполняется на станках COMEC. Для специальной и карьерной техники работы выполняются на обрабатывающем центре.
Обработка выполняется резцом — твердосплавной пластиной которая закреплена на планшайбе. Главное движение — вращение режущего инструмента происходит параллельно плоскости разъема БЦ и подача идет вдоль плоскости БЦ обеспечивает точность выполнения не плоскостности до 0,010мм и шероховатость под любые виды прокладок заявленные Производителями ДВС.
Шероховатость поверхностей после обработки соответствует рекомендациям ведущих производителей прокладок и уплотнений, таких как: GOETZE, Elring, Payen.
Смотрите также: